2006/02/01
レストアレポート 2月号
オールドタイマーが隔月発行の理由がわかってきた号
年末年始の忙しさにより、ヨタハチルームにエアロパーツが
溜まっていき、車まで辿りつけない事態に。

自分の部屋の大掃除すら出来なかった付けがこんなところにたまってきました。
半年前はこんなに綺麗だったのに・・・

ヨタハチ周りにある雑多なものを、ちゃんと片付けるために
収納スペースを作ります。

リサイクルショップで買った1000円の折りたたみ机を3つ重ねて作った棚
メタルシェルフや鉄骨を買ってくるより、安く作れるので重宝してます。
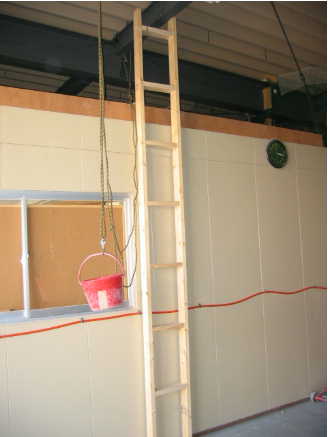
はしごを製作。
屋根裏のスペースに物を入れやすくするために、手動ウインチも設置
(バケツで試運転中)

屋根裏はこんな感じになってます。スノースクートも
こちらに上げてます。
1日がかりで季節はずれの大掃除をして、マイ工具ルームも作ってみました。

こんな感じ。場所ができると工具をそろえたくなってしまうので
必死に我慢します。いまのままでも仕事には困らないしね。
ここまでやったので、ヨタハチ周りはというと・・・

残念ながら、ダンボールを移動できるだけのスペースは作れず・・・
送ってきたパーツを送り返すために、綺麗に箱を保存してるので
場所を取ってしょうがないです。
ちなみに、ZERO1車庫にもあふれていて
すでにZERO1の上にもダンボールがあふれてます。
まあ、乗らないからいいんですけどね(涙)
片付けがメインになりましたが、ヨタもちょっとはさわりました。

前回仮溶接したアウターの部分に、ミミを溶接して
アウターを製作します。

インナーと形を合わせて作っているので、このまま車両に取り付けてしまえば
楽できるんですが・・・

一旦取り外します。
サンダーで形を整え、車両に取り付ける準備をします。
なぜここで一旦取り外したかというと、耳の部分はスポット溶接で
仕上げたいからです。
これがスポット溶接機

両面スポット専用機で、かなり小型のガン一体タイプです。
小型といっても溶接機としては小型ということで
大型バッテリーぐらいの重量があり、扱いには根性が要ります。
効率がかなりいいので、かなりの厚みの鉄板も取り付けできます。
ちなみに奥の青いものはスタッド溶接機です。
板金は道具ばっかり必要で大変です。

こちらは今まで使ってきたMIG溶接機
なぜここにきて、この部分だけスポットを使うのかというと、スポットは外観が
綺麗に仕上がるというのもありますが、防錆性能の差がメインの理由です。
それぞれの溶接を大雑把に説明すると、スポット溶接は2枚の鉄板を
点で貼り付けることしか出来ません。だけど簡単 確実 温度も低い
MIGは溶接棒を溶かして盛っていくので、いろんな溶接が出来て強度もあります。
しかしテクニックが必要 温度が高く広範囲に広がる
超簡単な断面図
アウターとインナーが合わさるところを今から溶接します。
溶接はスポットでもMIGでも可能です。
しかし、ここをMIGで溶接してしまうと、防錆が不可能になってしまいます。
スポットシーラーなどの通電性のある耐熱塗料はあくまでスポット用であり
MIGの超高温には耐えられません。
これはどの部分でも一緒なんですが、こんかいのフェンダーミミ部分は
裏側から防錆できない+水が非常にたまりやすいことがあり
古い車では特に、まず最初に錆びてくる部分であり
なおかつ非常に修理が難しい部分でもあります。
現行車でもスカイラインなんかがよくこの部分が錆びてます。
職人軽補修にも書いてますが、そうなるとクォーター交換ぐらいしか
補修できないですからね。
そんなこんなで溶接は来月にしましょう。
スポット溶接機は重いからね・・・
決してモンスターハンターポータブルのせいではありません